
。铣削刀具是具有一个或多个用于铣削的齿的旋转刀具。在工作过程中,每个刀齿间歇性地切断工件的其余部分。铣刀大多数都用在铣削平面、台阶、凹槽、成形面、切断工件等。
在典型的铣削操作的流程中,铣床中的刀具垂直于其自身的轴线移动,从而使其能够从刀具周边的工件上去除多余的材料。铣床是一种用途广泛的机器,可以在其上执行多种加工操作。铣床用于加工和制造各种形状和尺寸的零件。铣刀是执行这些任务的必备工具。
为了使铣削成为一种通用的加工工艺,市场上有多种铣刀可供选择。这些铣刀制造成各种尺寸、形状和材料。一些铣刀由高速钢(HSS) 制成,而另一些则是硬质合金刀头。

立铣刀两侧都有切削齿;因此,这种刀具可以非常成功地用于多种钻孔操作。“立铣刀”这个名称是平底刀具的常用术语。钻头和立铣刀的主要不同之处在于钻头只能在轴向上切削,而立铣刀可以在各个方向切削。立铣刀包含一个或多个排屑槽,最终用在所有铣削操作。它由高速钢或硬化材料制造成。这种刀具通常有两种变体。其中一种是俗称的中心切削,在刀具的两侧都有切削刃,另一种是非中心切削刃,其中切削刃仅在一侧。

粗加工立铣刀也俗称“Pippa”刀具。这些立铣刀在最严苛的操作条件下提供出色的性能。顾名思义,它们用于从工件中提取大量不需要的材料。通常,用这种刀具具有较多的波浪齿。粗加工立铣刀会产生非常小的切屑,因此导致粗糙的表面光洁度。
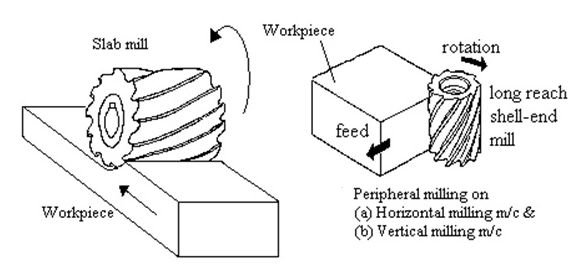
当铣刀上的切削齿存在于圆盘的圆周或周边时,那么这些类型的铣刀就被称为圆周铣刀或周边铣刀。这些铣刀只能在卧式铣床中使用。
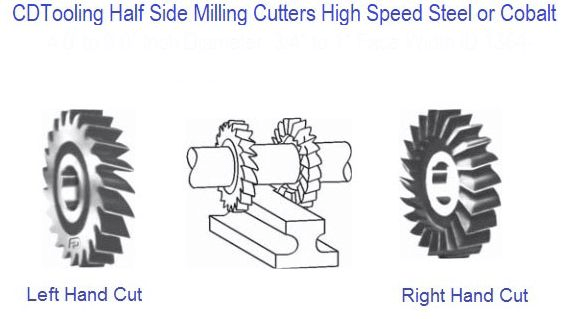
侧铣刀是另一种类型的铣刀,其切削齿既存在于周边,也存在于面或末端。侧铣刀通常用于绞线铣操作和面铣操作。它们也可用于切割槽,并制作深而窄的槽。
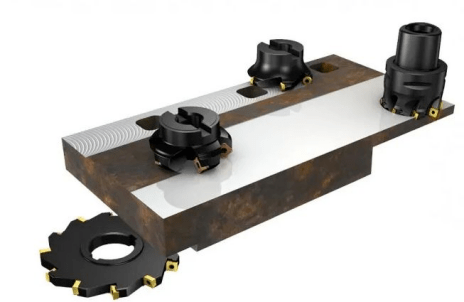
面铣刀包含一个大直径的切割体,上面有多个机械固定的插入式刀片。通过面铣刀的切割行程,通过径向深、轴向窄的切割,可以去除非常多的不需要的材料。面铣刀刀体的直径通常取决于工件的长度和工件两侧的可用间隙。
这些面铣刀也可用于顺铣操作。面铣刀是一种刚性非常高的切削刀具,它所提供的表面光洁度取决于进给率和刀具上的齿数。

凹形铣刀属于成形刀具的范畴。成型刀具通常设计为能够在工件上创建特定形状。这种铣刀是专门制造的一种刀具,设计用于与圆形轮廓的凸面相对应。该圆形轮廓通常等于或小于半圆。
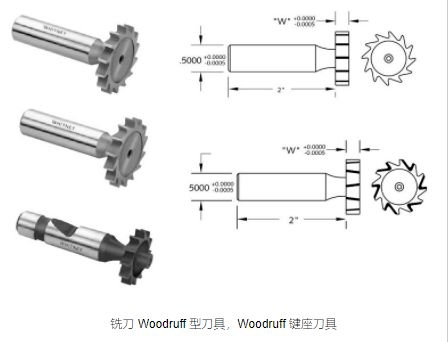
“Woodruff”切削刀具通常用于切削木材料的键槽。木纹切削刀具的边缘略微中空,其齿不用于侧面切割。它的齿形有直齿和交错齿两种类型。

螺纹铣刀是用来切削形成工件的外螺纹和内螺纹齿形的切削刀具。使用螺纹铣刀的切削过程可以加工出从M2到公称直径为1毫米的单一螺距螺纹或变螺距螺纹。

球头铣刀通常也被称为球鼻铣刀。这些铣刀因其切割端呈半球形而得名。这种铣刀通常用于减少操作的流程中的应力集中。它通常适用于加工出工件的三维曲面形状。

飞刀是由一个主体组成的,其中插入了一个或两个刀头。随着刀头的旋转,刀头会进行较窄或较宽的切削。面铣刀在各种情况下更通用,但它们价格贵,而这些飞刀也能完成面铣刀的加工内容,价格很便宜,但在切削效率方面远低于面铣刀。
铣刀直径的选择因产品和生产批次的不同而有很大的差异。刀具直径的选择主要根据设备的规格和工件的加工尺寸。
在选择面铣刀具直径时,主要要考虑刀具所需功率应在机床功率范围内,也可根据机床主轴直径选择。
立铣刀直径的选择应主要考虑工件的加工尺寸的要求,保证刀具所需功率在机床额定功率范围内。
如果是小直径立铣刀,主要考虑的应该是机床的最大转数能否达到刀具的最小切削速度(60m/min)。
槽铣刀的直径和宽度应根据被加工工件的尺寸选择,其切削功率应在机床允许的功率范围内。
a.对于精加工。最优选择使用研磨刀片。这种刀片具有较好的尺寸精度,因此铣削是切削刃的定位精度高,能够得到较好的加工精度和表面粗糙度。
压制刀片的尺寸精度和锋利度比研磨刀片差,但压制刀片的刃口强度更好,在粗加工时抗冲击,能承受大切深和大进给。
c.锋利的大前角刀片可用于铣削粘性材料(如不锈钢)。通过锋利刀片的切削作用,减少了刀片于工件材料之间的摩擦,切屑能更快地离开刀片前端。
齿距的大小将决定铣削时同时参与切削的刀齿数,影响切削的平滑度和对机床切削速度的要求。
这种颤振会导致硬质合金刀片崩刃,从而缩短刀具寿命。使用粗齿铣刀能够更好的降低对机床功率的要求。
因此。当主轴孔尺寸较小(如R8、30#、40#锥孔)时,可用粗齿铣刀进行相对有效铣削。
无论是在CNC铣床还是在普通铣床上选择铣刀,我们都要考虑铣削的材料和硬度,铣刀的规格,如:刃长、刀长、刃径、柄径等。高速钢铣刀通常适用于普通铣床,而CNC铣床优先选用硬质合金刀具。
8.4 都说机械行业越老越吃香,线如何使下肢残疾者正常行走,这几种高科技你都知道吗?
平台声明:该文观点仅代表作者本人,搜狐号系信息发布平台,搜狐仅提供信息存储空间服务。